

In vielen Produktionsunternehmen ist die Overall Equipment Effectiveness (OEE) eine der zentralen Kennzahlen. Sie schafft Transparenz über Verfügbarkeit, Leistung und Qualität und gilt oft als Maßstab für die Effizienz der Fertigung. Doch in der Praxis zeigt sich: OEE ist ein guter Indikator – aber noch keine Lösung. Denn die eigentliche Herausforderung beginnt erst dann, wenn Abweichungen sichtbar werden
Wenn die Kennzahl keine Antwort liefert
Viele Produktionsleiter kennen die Situation: Die OEE sinkt oder bleibt hinter den Erwartungen zurück. Die Zahlen liegen vor, Berichte sind erstellt, Trends sind erkennbar.
Und trotzdem bleibt die entscheidende Frage offen: Woran liegt es konkret – und wo sollte angesetzt werden?
Eine reduzierte OEE kann viele Ursachen haben: häufige Mikrostopps, ungeplante Stillstände, Qualitätsprobleme oder
ineffiziente Umrüstprozesse. Die Kennzahl selbst zeigt jedoch nur das Ergebnis – nicht den Zusammenhang.
Der entscheidende Unterschied liegt im Kontext
Damit OEE wirklich nutzbar wird, müssen die zugrunde liegenden Informationen miteinander verknüpft werden.
Es reicht nicht zu wissen, dass die Verfügbarkeit sinkt. Entscheidend ist zu verstehen: an welchen Maschinen die Abweichungen auftreten, in welchen Schichten oder bei welchen Aufträgen und unter welchen Bedingungen Probleme entstehen. Erst wenn diese Zusammenhänge sichtbar werden, lässt sich die Kennzahl in konkrete Maßnahmen übersetzen. Genau hier zeigt sich der Unterschied zwischen reiner Auswertung und operativer Steuerung.
Warum Excel hier an Grenzen stößt
In vielen Unternehmen werden OEE-Daten manuell erfasst und in Excel ausgewertet. Das ermöglicht zwar eine grundlegende Analyse, bringt jedoch klare Grenzen mit sich. Zusammenhänge müssen manuell hergestellt werden, Daten sind oft nicht aktuell, und die Auswertung erfolgt im Nachgang. Entscheidungen basieren dadurch auf einem verzögerten Bild der Realität. Für eine echte Steuerung reicht das nicht aus.
Wie ein MES OEE erst wirklich nutzbar macht
Ein MES wie das Böhme & Weihs MES schafft die Grundlage dafür, OEE nicht nur zu messen, sondern zu verstehen. Produktionsdaten werden direkt im Prozess erfasst und systematisch miteinander verknüpft – etwa Maschinenzustände, Aufträge, Materialinformationen und Qualitätsdaten.
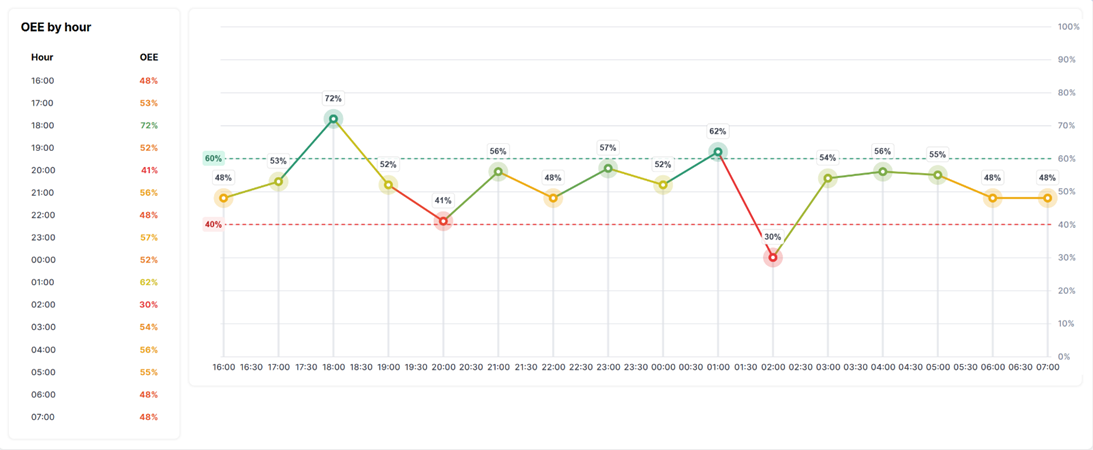
Dadurch entsteht ein durchgängiger Kontext: Eine reduzierte Verfügbarkeit wird nicht nur sichtbar, sondern kann unmittelbar auf konkrete Ursachen zurückgeführt werden. Zusätzlich wird der OEE im zeitlichen Verlauf dargestellt, sodass Veränderungen und Muster erkennbar werden. Das erleichtert es, Abweichungen gezielt einzugrenzen und deren Ursachen systematisch zu analysieren.
Vom Ergebnis zur Maßnahme
Der entscheidende Schritt ist die Ableitung von Maßnahmen. Wenn beispielsweise erkennbar wird, dass wiederkehrende Mikrostopps an einer bestimmten Anlage auftreten, kann gezielt analysiert und eingegriffen werden. Wenn Qualitätsprobleme unter bestimmten Bedingungen gehäuft auftreten, lassen sich diese systematisch reduzieren.
Der Mehrwert entsteht also nicht durch die Kennzahl selbst, sondern durch die Fähigkeit, aus ihr konkrete Verbesserungen abzuleiten.
Echtzeit statt Rückblick
Ein weiterer entscheidender Faktor ist der Zeitpunkt der Auswertung. Wird OEE im Nachgang analysiert, bleibt die Reaktion zwangsläufig verzögert. Ein MES ermöglicht hingegen, Abweichungen direkt im laufenden Prozess zu erkennen und zu bewerten. Das verändert den Umgang mit Kennzahlen grundlegend: Es geht nicht mehr darum zu verstehen, was passiert ist – sondern darum, unmittelbar Einfluss auf den Prozess zu nehmen.
Fazit: Kennzahlen sind nur der Anfang
OEE ist ein wichtiger Einstieg, um Transparenz über die Produktion zu schaffen. Ihr eigentlicher Wert entsteht jedoch erst dann, wenn sie in den richtigen Kontext gesetzt wird. Erst durch die Verknüpfung von Daten, Prozessen und konkreten Situationen wird aus einer Kennzahl eine Grundlage für Entscheidungen. Ein MES schafft genau diesen Zusammenhang – und macht aus OEE das, was sie sein sollte: den Ausgangspunkt für kontinuierliche Verbesserung im operativen Alltag.